抗菌!殺菌!銅製デザイン手すりが注目される理由とは!?

伝統ある銅加工の技術とデザイナーのタッグで生まれた『銅製デザイン手すり』を開発。
「殺菌と自由なデザイン」をテーマに、公共施設にも一般家庭にも似合うオーダーメイドが可能。
コロナウィルスの拡大によりアメリカでも再び銅製品の殺菌効果に注目が集まり、銅需要の増大が見込まれています。
◆銅の殺菌効果についての参考記事◆ 日経クロストレンドより
https://xtrend.nikkei.com/atcl/contents/18/00079/00050/
20世紀では伝統金で属ある銅は他の金属に存在を脅かされてきましたが、
この記事からも分かるように21世紀では銅の快進撃の狼煙が上がりそうです。
その一役を担う『銅製デザイン手すり』を導入をすることで、
莫大な医療費や人件費などの金銭コストや時間コストの削減まちがいなしです。
銅で日本を元気にしたい!
そんな思いでトーヨーメタル(株)は日々元気に活動しています!!
『銅製デザイン手すり』導入の検討や少し話だけでも聞いてみたいと思われた
企業様・お客様はお気軽にトーヨーメタル(株)までお問い合わせください!!
トーヨーメタル株式会社 営業部 和田
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
押出加工品も小ロットで発注できますか?

Q:押出加工品も小ロットで発注できますか?
A:もちろん可能です!!
線のロウ材だけでなく、角材やパイプなども対応させていただいています。
捻りやお好みサイズへの切断も可能です。
また、板材であれば圧延してより薄いもの・線材であれば伸線してより細い
ものも製作可能です。
トーヨーメタル 営業部 和田
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
アルミ加工品について
【2BEND】
営業部奥野です。
早いもので前回の投稿から2ヶ月が経過しました。
前回は熱交換器に使用されているUベンド(主に銅製)を紹介しました。
銅建値については、2003年は200円台/kgでした。その後高騰し続け
2007年には短期間ではありますが1000円/kgを超えた時期もありました。
それ以降銅建値は若干下がりましたが、それでも足元で700円/kg前後と
高い水準をキープしています。
そんな中、メーカー様は高い銅から、安い・軽いアルミ製品の開発に力を
注がれています。
トーヨーメタルとしては今まで様々な業種のお客様と取引させていただいた
こともありアルミパイプの加工は早くから手掛けております。
複雑な商品もありますが大人の事情もあり、ほんの一例となりますが
アルミパイプ加工品の写真です。


何かございましたら是非ともご問い合わせを。
営業部奥野
トーヨーメタル株式会社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
冷媒について
こんにちは。
トーヨーメタル 山口です。2回目の投稿になります。引き続き宜しくお願いします。
今回は冷やす・温めるに必要不可欠な冷媒について、お話ししたいと思います。
昨今では、家庭用・業務用エアコン、スーパーのショーケース等で様々なものを
冷やす・温める機器を目にする機会が多くなりました。
私自身も普段の生活で当たり前のようにエアコンを使用し、スーパーで冷蔵・冷凍管理されたものを手にし、快適な毎日を過ごしていると感じています。
このような機器には、冷媒と呼ばれるガスが使用されており冷媒ガスというものは
ご存じの通り温室効果・オゾン層破壊の原因となります。
エアコンなどが開発された当初はCFC・HCFCと呼ばれる特定フロンが使用されており
地球環境へ重大な影響を与えることが分かり、より環境に優しい代替フロン HFCと移り替わってきました。
現在では、より地球環境を考慮したCo2冷媒・アンモニア冷媒などへの転換がより活発になってきております。
Co2・アンモニアなどは高圧・毒性に問題はありますが
弊社でも、環境への取り組みは率先し取り組みたいと考えており、その中でも
Co2冷媒用配管を紹介いたします。
Co2冷媒は、従来のHFCに比べ非常に高圧での使用環境となり、より高耐圧の銅管継手が必要となります。
通常品に比べ厚肉の物も取り揃えておりますので、Co2冷媒用配管をお探しの場合は
ご相談ください。
下記の写真は、高圧用配管の一部です。

以上
今後とも、トーヨーメタル株式会社を宜しくお願い致します。
営業部 山口 太介
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
アルミ用フラックス一覧 ~おすすめ4選~

こんにちは。
トーヨーメタルの和田です。
アルミのロウ付けはとても難易度が高いロウ付けの一つで、母材の温度管理が非常に大切です。
もちろん、フラックスの選定も非常に悩ましいと思います。
そこで、今回は『アルミ用フラックス一覧 ~おすすめ4選~』についてお話させていただきます!
今回は「洗浄不要のアルミ用フラックス3選」と「洗浄必須だが接着力最強フラックス」についてご紹介します。
目次
① 洗浄いらず!アルミ用非腐食性フラックス3選
② 要洗浄だが接着力強!アルミ用塩化物系フラックスはこれ1択
① 洗浄いらず!アルミ用非腐食性フラックス3選
これらは、塩化物が入っていないため洗浄不要というメリットがあり、洗浄の作業工程を
減らすことができます。基本的に粉での使用ですが、浸透性を必要とする場合はアルコールや水で溶かして使用することもできます。炉中でも手ロウ付(大気)にも適しており万能なフラックスです。
⑴ TF-170A・・・セシューム系、活性温度420~480℃、TMでは初代アルミ用非腐食性フラックスです。フラックスの広がりは小さく見た目がきれいに仕上がります。
⑵ TF170N・・・セシューム系、活性温度430~490℃、フラックスの広がりは良い。亜鉛系やMg入りの母材につきやすいといわれていますが、もちろん条件にもよりますのでテスト品の使用をおすすめします。
⑶ TF170F・・・フッ化物系(ノコロック系)、活性温度530~580℃、上記2つよりも安価なため吹き付けて使うこともできます。ラジエーターなどのロウ付におすすめです。
※多少の残渣が気になる場合は湯洗しても問題ありません。
② 要洗浄だが接着力強!アルミ用塩化物系フラックスはこれ1択
塩化物系のフラックスのため、腐食性が強くロウ付け後の洗浄が必要となりますが、
湯洗または水洗で簡単にフラックス残渣を落とすことができます。
⑴ TF-100・・・塩化物系、420℃~、手ロウ付で抜群の効果を発揮しますが、炉中ロウ付にはあまり向いていません。フラックスの広がりは大きく、アルミブロックや配管などをつけやすいフラックスです。洗浄必須のため見た目はキレイに仕上がります。異種金属にもつきやすいほどの強力な酸化被膜除去効果を持っています。
とても浸透性の強いフラックスなので、ロウ材の先端に軽くつけるだけで十分な効果を示します。
今回は『アルミ用フラックス一覧 ~おすすめ4選~』を
ご紹介させていただきました。
トーヨーメタルではロウ付の悩み解決・非鉄金属加工や製品の情報・有益情報・新着情報などのブログを週1本か2週に1本ペースで投稿させていただきます!
ぜひ、みなさまのお役に立てるコンテンツを目指して情報をアップしていきますので、今後ともよろしくお願いいたします。
商品テスト品の請求や見積などまた、不明点・ご相談などございましたら、下記よりお気軽にお問い合わせくださいませ。
最後まで読んでいただきありがとうございました。
本社 営業部 和田
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
異種金属のロウ
こんにちは。
トーヨーメタル 前出と申します。
今回は、異種金属のロウ付アルミと銅のロウ付についてご紹介させて頂きたい
と思います。
皆さまの中にはアルミと銅がロウ付出来るわけがないと思っていらっしゃる方が
多いと思うのですが、実は可能なんです。
弊社品番のTCW-165、TCW-178をご使用頂いたら通常のトーチロウ付でロウ付
が可能となります。
但し、ロウ付後はアルミと銅の電位差の関係でロウ付部は塗装やカバーを施して頂
かないといけません。
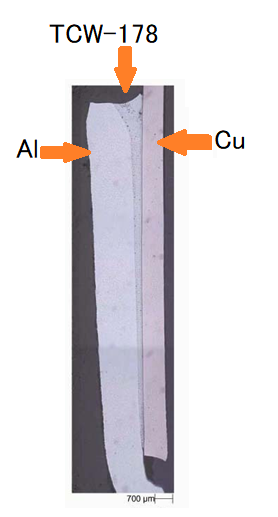
参考数値
引張強度 12~13 kgf/mm2
最大耐圧 約135kgf/cm2
となっております。
一度お試し下さいませ。
営業部 前出 篤史
Uベンドについて
【1BEND】
はじめまして。営業部奥野です。
9月から定期的に会社紹介を兼ねてブログ更新が決定しました。
人生初のブログとなりドキドキしてます。至らぬ点があるかもしれませんが、
どうか最後までお付き合いを。
今回紹介するのは、弊社の主力商品のひとつでもあるUベンドです。
主に熱交換器の端面に使用されています。
Uベンドの情報はホームページにはさらっとしか載せていませんので少し詳しく。
【材質】
銅・アルミ・ステンレス・鉄
(現状、数量・種類は圧倒的に銅が多い)
【サイズ】
φ5~φ19.05
肉厚・ピッチ違いなどで約500種類あります。
もちろん上記以外のサイズでも加工可能で1個からでも受け賜わります。

(φ5とφ19.05の銅Uベンド)
まだまだお伝えしたいことはありますが
次回の為にネタを温存したいと思いますので
この辺りで失礼します。
何かございましたら是非ともご問い合わせを。
営業部奥野
トーヨーメタル株式会社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
無担保私募債発行のおしらせ
徳島銀行さんに私募債を引き受けてもらいました。ニュースリリース下記URLご参照ください。
https://www.tokugin.co.jp/newsrelease/news2019/pdf/news_190930_4.pdf
新体制になり約一年が経ちました。
これから様々な分野へも積極的に挑戦していくことにより、お客様にこれまで以上にお役に立てるよう邁進してまいります。
今後ともトーヨーメタル株式会社をよろしくお願い致します。
溶解・押出について
こんにちは。
トーヨーメタル 山口です。宜しくお願い致します。
今回は、弊社兵庫工場の既存設備である溶解・押出についてご紹介させて頂きたいと
思います。
弊社兵庫工場では、溶解炉1台 押出機2台を保有しており今現在も多数のお客様へ
製造販売を行っております。
基本的には、材料を溶解・押出・伸線を行い皆さんが良く見かけると思います
棒形状に加工していきます。
その他、ニーズに合ったリング・板・粉末へも加工可能です。
また材質とし、燐銅ロウ・アルミロウ・銀ロウ・真鍮ロウを主とし製造しております。
今回なぜ、溶解・押出をピックアップしたかというと弊社の更なる強みを紹介させて頂きたかったからです。
それは、{お客様の用途に合ったろう材の配合比・形状そしてロット}です。
例えば、
・研究段階の製品の接合で、JIS規格にない研究用の特殊ろう材を使用してみたい
・文献には載っているが、製造しているメーカーがない
・試したい特殊ろう材があるが、あるメーカーに依頼すると最低ロットがt単位から
・etc
上記のような問題も弊社であれば、加工対応可能です。
これも、材料溶解から一貫して製造を行っている弊社の強みと考えます。
先ずはご相談からでも対応させて頂きます。
以上
今後とも、トーヨーメタル株式会社を宜しくお願い致します。
営業部 山口 太介
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html
ロウ付不良の発生原因および改善方法11選

https://www.toyometal.net/blog.html?start=40#sigProId203bd9c3f9
こんにちは。
トーヨーメタルの和田です。
前職は乗馬のインストラクターをやっていました。
異色の会社員ですが、今後ともよろしくお願いいたします。
早速ブログの本題に入りますが、ロウ付を行う際に「ロウ回りが悪いけど、なぜ?」、「フラックスを使っているのに酸化被膜がとれてない・・・」などの問題が発生することがあると思います。
せっかく作業をしたものの、成果がでないと悲しいですよね。
しかも、「時間のムダ」や「材料のムダ」、「人件費のムダ」と良いことがありません。
そこで、今回はそんな悩みを一掃する『ロウ付け不良の発生原因とその改善方法』について解説させていただきます。
この記事を読むことで、「時間・材料・人件費」の3大コストのムダを省くことができます。
みなさまの生産性が向上し、働き方改革にもお役に立てたらと思いますので、最後まで読んでいただけると嬉しいです!!
【目次】
① ロウ付け不良の種類11選
② ロウ付不良の原因および解決策11選
① ロウ付不良の種類11選
⑴ 割れ・・・ロウ付け部分の母材やロウ自体が割れてしまう状態。
⑵ 腐食・・・フラックスによる腐食や異種材料接合による電解腐食または応力腐食。
⑶ ボイド・・・ロウ付け後、表面を見ると一見ロウ付けできているように見えますが、中に空洞ができており付いていない状態。
⑷ ロウ切れ・・・ロウ量不足のため、ロウ付隙間を満たしていない状態。
⑸ ピンホール・・・ロウ付け部に点在する小さな穴。
⑹ ロウの酸化・・・ロウ中のZnやCdの酸化のこと。
⑺ ロウの流れすぎ・・・「ロウだれ」とも言い、ロウ付け部以外へロウが流れる現象。
⑻ フラックスの巻き込み・・・フラックス中の未反応物質やフラックス残渣がロウ付け部に残ること。ボイドの発生や腐食の原因にもなります。
⑼ 結晶粒の粗大化・・・ロウ付近傍の結晶粒の成長で、異種母材の場合に融点の低い母材側および加工された母材側に起こる。
⑽ ブローホール・・・ロウ付け部に生じる球状やほぼ球状の空洞。
⑾ フィレットの未形成・・・フィレット(継手のすきまからはみ出したロウの部分)が滑らかに裾を引いていない。
② ロウ付不良の原因および解決策11選
⑴ 割れ
・継手設計の不良。(ロウ付け部隙間や寸法など)
・母材とロウの熱膨張係数・弾性的性質の違い
・ロウ付け直後の急熱・急冷
・ロウが固まらないうちの振動や外力
⑵ 腐食
・フラックス残渣の洗浄不足 ※塩素系とくに注意が必要
・ロウ選定不十分(イオン化傾向を考慮した選定)
・環境条件(湿度、海が近い、腐食性ガスなど)
⑶ ボイド
・表面の汚れや前処理の不完全
・ロウ付け隙間が狭すぎや、または不均一の場合
・フラックスや雰囲気が母材に適していない場合
・ロウ量の不足
・ロウ付け温度が低い、不均一、温度むら
⑷ ロウ切れ
・継手設計の不良。(ロウ付け部隙間や寸法など)
・ロウ量の不足
・ロウ付け隙間が広すぎる場合(適正隙間)
・ロウ付け温度が高すぎる場合
⑸ ピンホール
・前処理不十分や油脂分の付着
・ガス抜き不十分やロウからのガス発生
・作業時の軍手の毛がロウ付け時に付着などの異物混入
⑹ ロウの酸化
・ロウ付け温度が高すぎる場合
・フラックスの量が少ない
・高温、長時間作用できるフラックスの使用で改善
⑺ ロウの流れすぎ
・ロウ付け温度が高すぎる場合、または時間が長すぎる場合
・ロウ量が多い場合
・継手隙間の不適正
・ノンフローの使用でロウだれを防止
⑻ フラックスの巻き込み
・ロウ付け温度が低すぎる場合
・加熱方法などのロウ付け施工の不適正
・フラックス量が多すぎる場合
⑼ 結晶粒の粗大化
・ロウ付け温度が高い、または時間が長く過加熱(オーバーヒート)が起こっている。
⑽ ブローホール
・ロウ付け隙間の不適正
・加熱、冷却などロウ付け条件の不適正
・継手設計不良(継手部にガス抜きを考える)
⑾ フィレットの未形成
・前処理の不完全
・フラックス量不足
・ロウ付け温度が低い場合
・ロウ付け時間が短い場合
今回は『ロウ付不良の発生原因および改善方法11選』をご紹介させていただきました。
これからトーヨーメタルではロウ付の悩み解決・非鉄金属加工や製品の情報・有益情報・新着情報などのブログを毎週1本投稿させていただきます!
ぜひ、みなさまのお役に立てるコンテンツを目指して情報をアップしていきますので、今後ともよろしくお願いいたします。
また、ご不明点・ご相談などございましたら、下記よりお気軽にお問い合わせくださいませ。
最後まで読んでいただきありがとうございました。
トーヨーメタル株式会社 営業部 和田
トーヨーメタル株式会社 本社
TEL 072-241-4422
FAX 072-241-4430
お問い合わせフォーム http://www.toyometal.net/contact.html